A 5-axis machine can be a very big investment for many job-shops. In this post, I will explain how to choose the correct 5-axis machine configuration for your applications. There are three main types of 5-axis machine configuration, depending on “where” the axis rotations are happening. In order to make the rest of the article clearer, I will first explain how the rotary axes work on a machine tool.
Linear and rotational axes
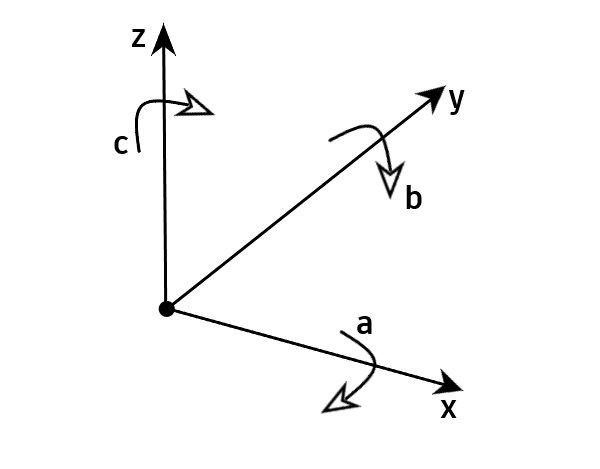
Let’s look at the image above. The linear movements are represented by the X, Y and Z axes. To these linear axes will correspond, respectively, three rotational axes: A, B and C. If you struggle to remember which rotational axis rotates around which linear one, just think they both go in alphabetical order. So the A axis rotates around the X axis, B around Y and C around Z. Simple, right? Just remember that only 2 axes will rotate in a 5-axis machine. Let’s now look at the three most common types of 5-axis machine configuration.
Table-Table 5-axis machine configuration
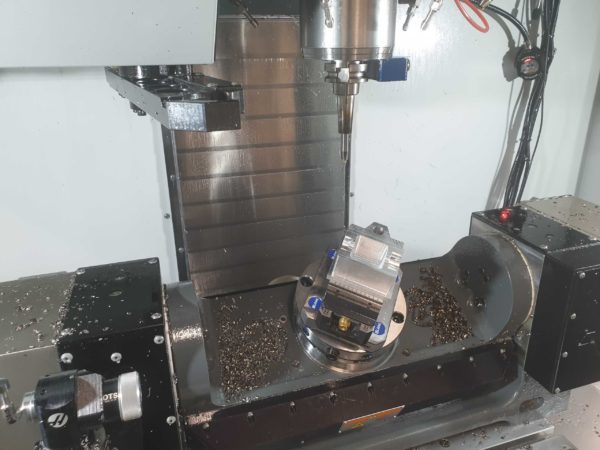
In this 5-axis machine configuration both rotations happen on the table, while the head does not rotate at all. This configuration offers several advantages over other types of 5-axis machines. In fact, due to its design, it can be better suited to machine undercut regions, as the machine bed can normally rotate more than the head. Moreover, as the head never rotates, it’s easier to envision the way the cuts will happen when programming your toolpaths in Fusion 360. This design is, however, less suited to machine heavy/very big components, as the table cannot withstand too much weight. You can see an example of a table-table machine in the image below. It is a Haas VF-2SS, one of the machines in the Birmingham Technology Center.
Head-Head 5-axis machine configuration
As you can probably guess by its name, this 5-axis machine configuration features both rotational axes on its head. Going back to the weight consideration I made in the paragraph above, this configuration allows to machine much heavier parts than a table-table. In fact, the table can withstand the weight of the billet without jeopardizing rotational axes accuracy. Another benefit of this configuration is that it allows the utilization of shorter cutting tools. In fact, with other configurations, sometimes the increasing distance between the spindle and the (rotated) part forces machinists to use tools that are longer than needed.
Head-Table 5-axis machine configuration
Let’s now look at the last configuration, head-table machines. In this case, the head and the table each perform one of the two rotations needed. This type of machines can be much more versatile than the two listed above. The table, where the C-axis rotation happens, tends to be quite big and robust in this configuration. This allows for heavier parts to be machined without any problems with rotational axes accuracy. Moreover, as the table is usually spacious, this configuration allows to place multiple parts on the machine bed at the same time, if needed. You can see an example of this configuration in the image below. The machine is a DMG Mori DMU 125 P duoBLOCK.

Conclusion
I know 5-axis machining can sound complicated to newcomers, but I hope this post has made it easier to understand the difference between 5-axis machine configurations. If you have never used the 5-axis functionality within Fusion 360, take a look at our learning portal for more information. If you have never tried out Fusion 360, download a free trial at this link.