This post is also available in:
Découvrez comment Autodesk Fusion for Manufacturing prend en charge les workflows de fraisage, de tournage, multi-axes, de découpe, de palpage, d’imbrication et additifs CNC, le tout sur une plate-forme de FAO connectée.

Les ateliers d’usinage modernes exécutent rarement « un seul » type de travail CNC. Une seule tâche peut nécessiter un profilage 2D, un surfaçage 3D, des cycles de perçage, un palpage et même un transfert de tournage-fraisage, tout en maintenant les révisions synchronisées avec l’ingénierie. C’est pourquoi de nombreuses équipes recherchent une FAO capable de couvrir plusieurs processus CNC en un seul endroit.
Autodesk Fusion for Manufacturing a été conçu pour faire exactement cela : programmer les opérations CNC sur des workflows de fraisage, de tournage, d’usinage multiaxes, de découpe et d’inspection, tout en restant connecté au modèle de conception afin que les modifications s’effectuent sans avoir à être retravaillées.
Commençons ici : le fraisage (parce que c’est le gagne-pain de la plupart des ateliers)
Fraisage 2D/2.5D
Pour les pièces prismatiques telles que les plaques, les supports et les bridages, Autodesk Fusion for Manufacturing prend en charge la programmation FAO 2D et 2.5D d’une manière conçue pour le travail en atelier reproductible. Cela inclut la génération efficace de profils/contours, de poches, d’opérations de surfaçage et de schémas de perçage tout en minimisant les efforts de programmation manuelle.
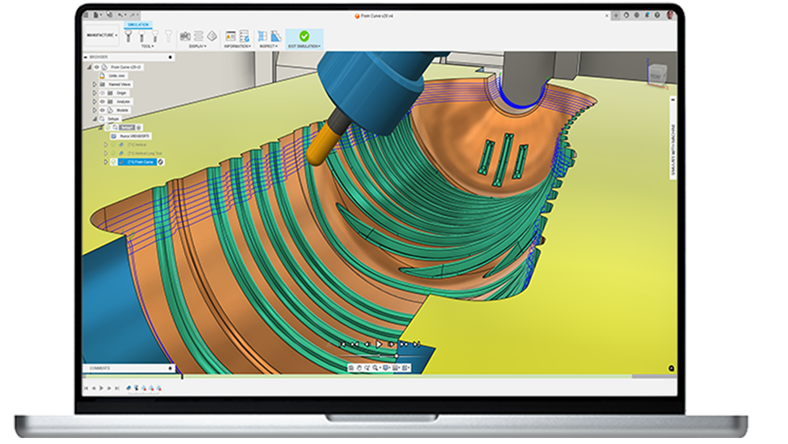
Fraisage 3 axes
Lorsque le travail va au-delà de simples pièces prismatiques et s’oriente vers une géométrie profilée, telle que des moules, des surfaces formées ou des poches sculptées, le fraisage 3 axes devient la base de nombreux ateliers. C’est le workflow sur lequel vous pouvez compter pour ébaucher et finaliser efficacement la géométrie 3D sans avoir recours à des équipements multi-axes plus complexes. Il s’agit souvent d’opérations d’ébauche et de finition 3D, de travaux légers de moulage et d’outillage, de prototypes uniques ou de petites séries de production où la flexibilité et la rapidité d’exécution sont les plus importantes.
Fraisage 4 axes
Tous les ateliers n’ont pas un 4e axe au sol, mais beaucoup veulent pouvoir facturer des projets qui en bénéficient. C’est là que la programmation 4 axes devient un pont pratique entre les tâches 3 axes simples et les pièces multiaxes plus complexes. Grâce à la fonctionnalité 4 axes, vous pouvez indexer une pièce pour usiner plusieurs côtés plus efficacement, gérer les fonctions de rotation sur des pièces rondes sans avoir à les refixer maladroitement, et réduire le nombre de configurations qui ralentissent généralement les workflows 3 axes. En termes simples, vous pouvez prendre en charge plus de pièces « multi-faces » en moins de temps de manipulation et avec des résultats plus cohérents.
Fraisage 5 axes (3+2 positionnel et simultané)
Si vous utilisez une machine à 5 axes, vous connaissez déjà ce qui la rend intéressante : le débit et l’accès. La valeur réelle se retrouve lorsque l’on peut réduire les configurations et les raccords tout en ayant la possibilité d’aborder une géométrie complexe sous le bon angle dès la première fois.
L’indexation positionnelle 3+2 est souvent la solution idéale pour les ateliers qui souhaitent accéder de manière fiable aux faces inclinées, aux perçages et aux fonctions tout en usinant avec des trajectoires d’outils à 3 axes familières.
Les pas de 5 axes simultanés lorsque la géométrie exige une orientation continue de l’outil pour une meilleure portée, des finitions de surface plus lisses ou moins de points de contact sur des formes complexes… Quoiqu’il en soit, la programmation 5 axes a tendance à se retrouver le plus souvent lorsque vous essayez d’éviter de fixer la même pièce de cinq manières différentes : le temps passé à construire des appareils et à réinitialiser des pièces est du temps où vous ne coupez pas de copeaux.
Tournage : programmation de tours CNC
Si votre atelier utilise un tour, même si ce n’est que pour certaines tâches entre les travaux de fraisage, Fusion for Manufacturing peut être utilisé pour programmer les opérations de tournage centrales, vous permettant ainsi de passer du modèle à la machine sans changer de système de FAO. Cela signifie généralement qu’il faut effectuer des tâches quotidiennes de tournage, telles que le surfaçage du brut à la longueur, les diamètres de tournage sur le diamètre extérieur et le diamètre intérieur, la découpe de rainures et l’alésage sur mesure, en particulier pour les arbres, les bagues, les entretoises et autres pièces rotatives qui nécessitent des trajectoires d’outil propres et reproductibles.
Fraisage-tournage : quand une seule machine fait tout
Les machines multitâches sont particulièrement attrayantes dans les ateliers, car elles vous permettent de consolider le travail qui passerait normalement d’une fraiseuse à un tour, et chaque transfert évité est du temps gagné sur le calendrier. Dans un workflow de fraisage-tournage, vous pouvez ébaucher et finir les fonctions tournées, puis passer aux opérations de fraisage telles que les méplats, les trous transversaux, les rainures de clavette ou les poches fraisées sans tirer la pièce et la réinitialiser sur une deuxième machine (en supposant que la cinématique et l’outillage de votre machine le permettent). En pratique, vous y gagnez la possibilité de faire moins d’opérations, moins de resserrage et d’avoir moins de risques de petites erreurs de configuration qui s’accumulent. C’est exactement le type de réduction des risques qui compte lorsque vous travaillez en flux tendu et que chaque heure compte.
Découpe CNC : jet d’eau, laser, plasma (et profilage similaire)
La découpe CNC accompagne souvent l’usinage dans les workflows de fabrication modernes, en particulier lorsque les pièces commencent sous forme de brut plat avant de passer aux opérations secondaires. Autodesk Fusion prend en charge la programmation pour les processus courants de découpe de tôles (notamment le jet d’eau, laser et plasma, ainsi que des workflows de profilage similaires) afin que les équipes puissent générer des trajectoires d’outil pour les profils de coupe et la géométrie des plaques, puis transférer ces pièces vers les étapes de fabrication en aval sans recourir à des transferts de fichiers déconnectés.
Sonde et inspection : détectez les problèmes avant qu’ils ne se transforment en déchets
Le palpage et l’inspection en cours de cycle peuvent réduire les risques sur la machine en utilisant des palpeurs montés sur broche pour automatiser les étapes clés de configuration et vérifier les features pendant que la pièce est encore en cours de traitement. Ces workflows de palpage et d’inspection permettent de rationaliser la configuration et de surveiller l’usinage, afin d’améliorer la qualité des pièces et de réduire le gaspillage.
Post-traitement : passez de trajectoires d’outils à un code CN prêt pour l’usinage
Les trajectoires d’outil ne deviennent utilisables dans l’atelier qu’une fois qu’elles ont été converties en code CN prêt pour le contrôleur, et c’est là que le post-traitement entre en jeu. Autodesk propose une bibliothèque de post-processeurs dédiée pour Fusion afin de trouver des post-processeurs pour les machines et les commandes CNC courantes, ainsi que des conseils mettant l’accent sur une validation minutieuse et des tests sûrs pour tout post-processeur que vous prévoyez d’exécuter sur votre posage spécifique.
Imbrication
Une imbrication associative qui reste liée à la conception 3D
Fusion for Manufacturing peut également ajouter une imbrication associative qui convertit les assemblages 3D en solutions imbriquées 2D précises pour la programmation FAO, et qui se mettent à jour automatiquement si la conception 3D d’origine est modifiée, ce qui permet de synchroniser le tout.
L’imbrication multifeuille pour des décisions plus rapides en matière de coûts, de devis et de commande
Lorsque vous effectuez une imbrication sur plusieurs feuilles, vous pouvez ajouter des imbrications multifeuilles pour regrouper les pièces en fonction de facteurs tels que l’épaisseur du matériau et fournir des informations rapides qui prennent en charge les coûts, les devis et les commandes.
Préparation additive métallique + validation de l’impression (simulation thermique)
Fusion for Manufacturing s’étend également aux workflows additifs métalliques avec des fonctions d’impression 3D intégrées telles que l’orientation automatique des pièces, les supports associatifs et les options d’exportation, ainsi que la simulation d’impression 3D à l’aide d’outils thermiques pour valider le processus et éviter les défaillances coûteuses.
En regroupant tous ces workflows CNC dans un environnement unique et connecté, Fusion for Manufacturing offre aux ateliers la flexibilité nécessaire pour prendre en charge des tâches plus complexes sans ajouter de complexité à la façon dont ils programment, produisent et livrent les pièces.